Why production matters
Lumbrokinase is not one simple molecule. That’s the first thing buyers need to keep in mind. It is generally described as a group of fibrinolytic enzymes isolated from earthworms rather than one single uniform compound, and commercial materials can differ a lot depending on the source species, extraction route, purification steps, and activity assay used.
And that’s where sourcing gets tricky.
Two suppliers may both offer “lumbrokinase powder,” yet one lot behaves like a precise enzyme ingredient and the other feels more like a broad earthworm extract with a nice specification sheet. Same name, very different material. Honestly, this is where many buyers get burned.
If you are a supplement brand, a nutraceutical formulator, a pharmaceutical ingredient buyer, or a contract manufacturer, the real question is not just, “What is the price per kilogram?” It is, “How was this enzyme made, and what did that process do to the final quality?”
Because with lumbrokinase, process is product.


Why production method matters
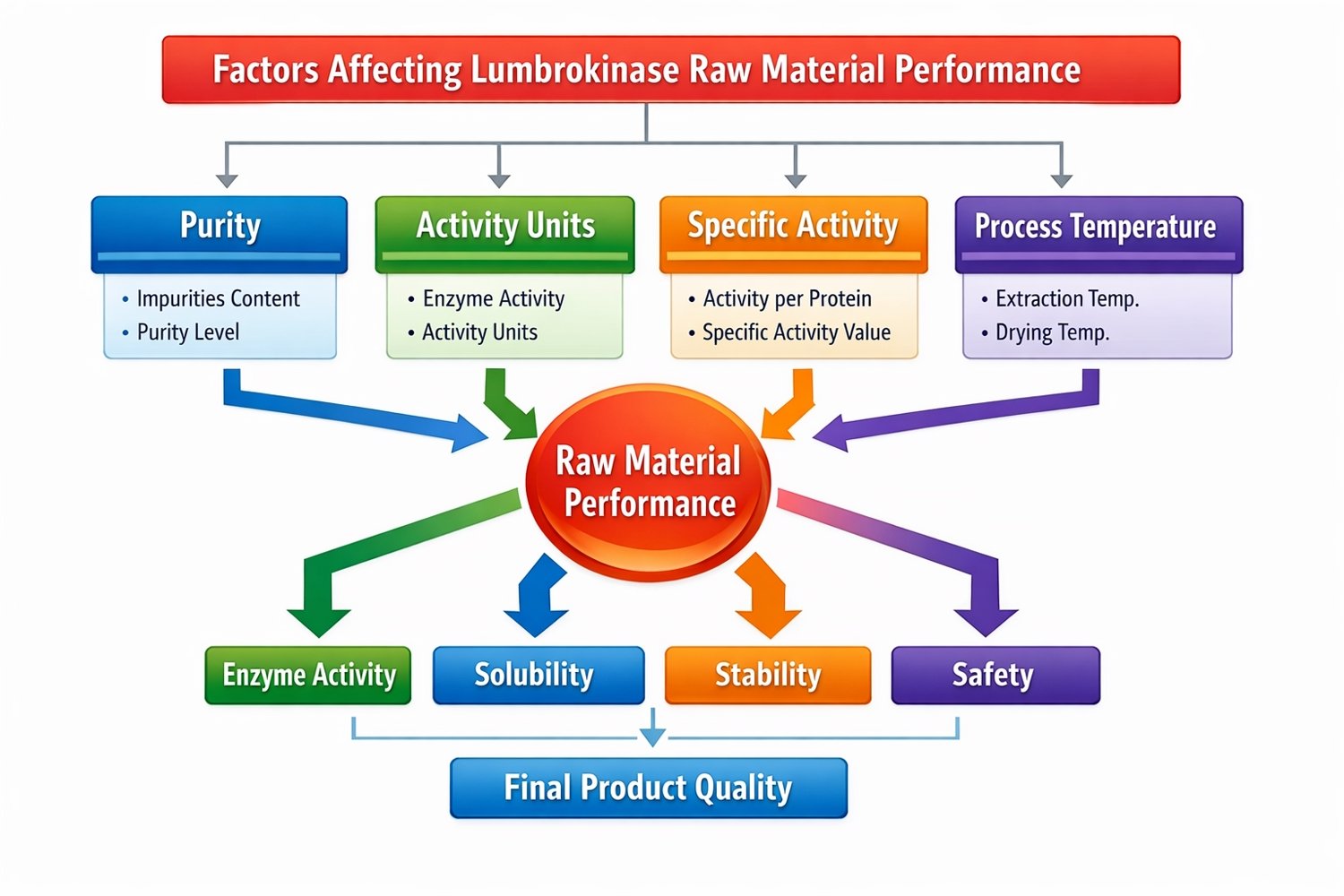
In enzyme manufacturing, production steps do more than move material from raw earthworm biomass to finished powder. They shape the final enzyme profile, the remaining non-enzyme impurities, the potency per milligram, and the batch-to-batch repeatability.
A 2024 study comparing common extraction approaches reported that ammonium sulfate precipitation delivered higher crude lumbrokinase specific activity than heat precipitation or ethanol precipitation, and that subsequent hydrophobic chromatography plus anion-exchange chromatography increased specific activity dramatically to 9,267 U/mg, far above a lower industrial-extraction figure cited in the same paper. That one finding tells buyers something important: the production route can change the value of the ingredient by multiples, not by small percentages.
One process document describes a manufacturing chain that starts with raw-material selection and impurity removal, then moves through cleaning or hydrolysis, centrifugal separation, low-temperature drying, sterilization, and packing. Another study on earthworm protein extraction shows that process conditions can materially improve purity, reporting protein enrichment after alkaline extraction and acid precipitation before further downstream use.
So yes, production method matters. A lot.
Main production methods
1) Traditional direct extraction from earthworm tissue
This is still the most familiar route in the market. Historically, lumbrokinase was obtained from earthworm extracts, and classic work described strong fibrinolytic enzyme activity from saline extracts of Lumbricus rubellus.
In practical terms, this route usually includes:
raw material selection, washing and removal of soil and foreign matter, tissue disruption or homogenization, crude extraction in aqueous or saline media, solid-liquid separation, precipitation or membrane concentration, purification, drying, and final blending or standardization. Our production-flow for earthworm protein follows a very similar industrial logic: sorting, separation of soil and debris, second-stage cleaning, washing/hydrolysis, centrifugation and filtration, low-temperature drying, milling, sterilization, and packaging.
Why buyers like it:
It is familiar, commercially proven, and can preserve the “natural earthworm-derived” positioning.
Where it gets messy:
The enzyme fraction is naturally mixed with many other proteins and peptides. If purification is limited, the result may be an earthworm extract with lumbrokinase activity, not a highly refined lumbrokinase ingredient.
2) Precipitation-based crude extraction
This is the workhorse approach for many operations because it is relatively economical and scalable. The main crude-extraction options discussed in the literature include heat precipitation, ammonium sulfate precipitation, ethanol precipitation, and acetone precipitation.
The upside is simple: these methods are good for pulling protein fractions out of a messy biological matrix. The downside is also simple: they are blunt tools. They can enrich enzyme activity, but they can also co-precipitate unwanted proteins, pigments, lipids, and other soluble material.
Among these methods, ammonium sulfate precipitation appears especially important. The 2024 comparison study found higher specific activity with ammonium sulfate precipitation than with heat or ethanol precipitation at the crude stage. That does not mean every ammonium-sulfate process is automatically better, but it does mean buyers should pay attention when a supplier says, “We use salt precipitation.” Which salt? Under what pH? With what desalting step afterward? Those details matter.
3) Membrane-based separation
A 2015 PubMed-indexed study described a purification route using hollow fiber membranes with 50 kDa and 6 kDa cutoffs, followed by Sephadex G-75 size-exclusion chromatography, yielding high-purity protein fractions, with one fraction showing strong fibrinolytic activity.
This route is attractive because membranes can help narrow the molecular-weight window and remove some larger or smaller impurities before chromatography. For enzyme buyers, that usually means a cleaner intermediate and a better chance of keeping potency while reducing processing load downstream.
Still, membrane work is not magic. Fouling, shear stress, hold time, temperature drift, and poorly controlled concentration factors can all chip away at enzyme recovery.
4) Chromatography-driven purification
When buyers want higher purity and better-defined activity, chromatography becomes the real differentiator.
Common purification approaches reported in the literature include anion-exchange chromatography, gel filtration or size-exclusion chromatography, hydrophobic chromatography, and affinity-style steps. Reviews of earthworm protease purification mention ion exchange, gel filtration, and affinity chromatography as key tools used to separate fibrinolytic enzyme fractions.
This is usually where quality begins to separate into tiers:
- crude earthworm extract
- partially purified enzyme concentrate
- enriched fibrinolytic enzyme fraction
- high-purity lumbrokinase fraction or isoenzyme-rich fraction
That shift matters because higher purification often improves specific activity and lowers the burden of non-functional ballast. Again, the 2024 optimization paper is revealing: after chromatographic purification, specific activity rose sharply.
The catch? More purification can also mean more yield loss, more cost, and more opportunity for enzyme denaturation if the process is poorly designed. So “more purified” is not automatically “better” unless the supplier can prove activity recovery and consistency.
5) Recombinant production
Now we get to the interesting part.
A review on recombinant production explains that many lumbrokinase genes have been cloned and that recombinant expression has made it feasible to produce single lumbrokinase enzymes through heterologous systems rather than extracting mixed enzymes directly from earthworms.
That opens the door to a different quality conversation.
Recombinant production can, in theory, offer:
better isoenzyme definition, tighter batch consistency, reduced dependence on raw earthworm biomass, and potentially cleaner impurity profiles.
But it also comes with real technical tradeoffs:
protein folding issues, inclusion bodies in bacterial systems, glycosylation differences in yeast or other hosts, refolding losses, and activity that may not perfectly match native enzyme behavior. A protein-expression paper noted recombinant lumbrokinase expression in E. coli as inclusion bodies, which immediately tells you that renaturation and downstream recovery become part of the quality story. (ScienceDirect)
So recombinant lumbrokinase sounds neat—and it is—but buyers should not assume “recombinant” automatically means higher functional quality. It may mean more defined quality. That is not always the same thing.

How method affects quality
Raw material choice affects the enzyme profile
Different earthworm species can yield somewhat different enzyme compositions, even if product brochures make everything sound interchangeable. Literature and reviews describe lumbrokinase across multiple earthworm species, while one 2024 study notes that market products are primarily extracted from earthworms and references Eisenia fetida as a mainstream raw material for preparation. (ScienceDirect)
For a buyer, that means species matters. Harvest condition matters too. So does how quickly the raw biomass is processed after collection.
A raw material that is poorly cleaned or held too long can start the whole process on the wrong foot. Your uploaded production document emphasizes sequential impurity removal and cleaning before later processing, which is exactly what a quality-conscious buyer would hope to see.
Extraction route affects potency and impurity load
Crude extraction is the first big fork in the road.
Heat precipitation may be simple, but enzymes are proteins, and proteins can lose activity when process conditions get rough. The 2024 extraction study found lower specific activity for heat precipitation and ethanol precipitation than for ammonium sulfate precipitation at the crude stage.
That does not mean heat can never be used. It means buyers should ask how heat is used. Is it a short clarification step? A kill step after purification? A crude fractionation tool? Each choice has consequences.
The same goes for solvents. Ethanol or acetone may help with precipitation, but they can also stress delicate proteins if exposure is not tightly controlled.
Purification depth affects specific activity
This one sounds obvious, yet buyers still skip it.
If the supplier quotes only “mg per capsule” or “protein percentage,” that tells you almost nothing useful about lumbrokinase quality. What you need is activity, preferably specific activity, plus a clear statement of how that activity was measured.
Why? Because chromatography can greatly increase specific activity by removing inactive or less relevant proteins. The 2024 optimization paper makes this point very clearly with its jump in specific activity after two chromatographic steps.
A cleaner fraction usually means:
less inactive protein mass, more predictable dosing, and easier downstream formulation.
Drying method affects stability
This part does not get enough attention.
Once you have a purified or partially purified enzyme solution, you still have to turn it into a stable powder. That conversion can quietly make or break the product. Low-temperature drying is a positive signal because it suggests the manufacturer is trying to protect protein activity rather than just remove water as fast as possible. Your uploaded process flow specifically mentions low-temperature drying before milling and sterilization.
That said, buyers should still ask:
Was it freeze-dried, vacuum-dried, or spray-dried? What residual moisture target was used? Was there a carrier? Was there a protectant? Was post-drying activity checked?
Because a pretty powder is easy to make. An active enzyme powder is a different story.
Sterilization can help safety but hurt activity
Here’s the uncomfortable truth: the very step that makes a product safer can also damage enzyme performance if it is too aggressive.
This is one of those mild contradictions that later makes perfect sense:
You want robust microbial control. You also want a fragile bioactive enzyme to survive. Good manufacturing is the art of getting both.
Assay method affects the number on the COA
This is huge. Maybe the biggest buyer trap of all.
A 2019 study notes that the traditional method for lumbrokinase potency determination is the agarose-fibrin plate assay, but also discusses alternative assay approaches and near-infrared prediction models for faster process control of extract intermediates.
That means potency numbers are only meaningful when the assay method is clear.
If Supplier A uses fibrin plate, Supplier B uses a chromogenic substrate, and Supplier C uses an internal correlation model, those values may not be directly comparable. On paper they all look precise. In reality, they may be speaking different languages.
So when you compare suppliers, compare:
- assay principle
- reference standard
- unit definition
- sample preparation
- whether activity is measured on raw powder or finished blend
Otherwise, you are comparing apples to wrenches.
What strong manufacturing usually looks like
A quality-oriented lumbrokinase process often has a few recognizable features.
First, the raw earthworm material is carefully cleaned and screened to reduce soil, debris, and non-biological contamination early. Your process file explicitly lists staged sorting, impurity removal, cleaning, centrifugal separation, drying, sterilization, and packing.
Second, the extraction route is chosen to preserve enzyme function rather than merely maximize protein recovery. Data comparing extraction methods suggest ammonium sulfate-based crude extraction may outperform heat or ethanol precipitation in specific activity.
Third, purification is used with purpose. Hollow-fiber membrane concentration, size exclusion, ion exchange, or hydrophobic chromatography are not there for decoration; they are how a manufacturer reduces noise in the enzyme mixture.
Fourth, the manufacturer checks potency with a method that is relevant to the product form and consistent across batches. Potency testing is not a paperwork exercise. It is the only way to know whether the process really protected the enzyme.
And fifth, the process is stable enough that one batch does not act like a stranger to the next.
That last point sounds boring. It isn’t. For buyers, consistency is the whole game.
Buyer checklist
When you evaluate a lumbrokinase supplier, ask these questions before you ask for the price.
1. What is the raw material and species source?
If the answer is vague, that’s not a good sign.
2. Is the product a crude earthworm extract, an enriched fibrinolytic fraction, or a purified lumbrokinase preparation?
These are not the same thing.
3. Which crude extraction route is used?
Heat precipitation, ammonium sulfate precipitation, membrane separation, solvent precipitation, or something else? This directly affects activity and impurity profile.
4. What purification steps are used?
Ion exchange, size exclusion, hydrophobic chromatography, membrane fractionation? The answer helps you judge how refined the material really is.
5. How is potency measured?
Without this, the unit number on the COA is only half a number.
6. What drying and sterilization methods are used?
Low-temperature drying is generally more reassuring for enzyme preservation than aggressive thermal handling. Our production flow points to low-temperature drying plus sterilization, which is exactly the area buyers should probe in detail.
7. Is the COA reporting activity per gram, specific activity, moisture, microbiology, and heavy metals?
For enzyme materials, these should be standard, not optional.
8. Has the supplier demonstrated batch consistency?
One strong pilot batch is not a manufacturing system.
A word on quality claims
You know what? This market sometimes gets noisy.
Some sellers talk only about “high purity.” Others talk only about “high activity.” A few talk only about “natural extraction.” Each of those can sound impressive, but none is enough on its own.
High purity without preserved activity can be an expensive disappointment.
High activity without assay transparency can be a sales trick.
Natural extraction without process control can mean inconsistency.
The better suppliers are usually the ones who can explain the full chain calmly:
raw material, extraction, purification, drying, sterilization, potency test, and release standard.
Not flashy. Just solid.
The real takeaway for buyers
The production method of lumbrokinase is not a background detail. It is one of the clearest predictors of final ingredient quality.
Traditional earthworm extraction remains commercially relevant and can work very well when it is carefully controlled. Precipitation methods are practical but vary in how well they preserve specific activity. Membrane and chromatography steps can sharply improve purity and potency when designed properly. Recombinant production offers a more defined future path, though it brings its own protein-expression challenges.
For buyers, the smartest move is simple:
Do not buy lumbrokinase based on a headline spec alone. Buy it based on process evidence.
That’s how you reduce formulation surprises, avoid inconsistent performance, and choose an ingredient that behaves the way your product needs it to.
FAQs
1) What is the best lumbrokinase production method for high-quality ingredient sourcing?
There is no single universal “best” method, but a lumbrokinase production method that combines controlled crude extraction with effective purification and verified potency testing is usually the strongest option. Studies suggest ammonium sulfate precipitation can outperform heat or ethanol precipitation at the crude stage, while chromatography can greatly improve specific activity.
2) Why does lumbrokinase potency vary between suppliers?
Lumbrokinase potency can vary because suppliers may use different earthworm species, extraction methods, purification depth, drying conditions, and activity assays. Even when two products share the same ingredient name, the manufacturing route may produce very different enzyme profiles and specific activity values.
3) Is purified lumbrokinase better than crude earthworm extract?
For many industrial buyers, purified lumbrokinase is often easier to standardize because it usually has higher specific activity and a lower impurity burden. That said, whether it is “better” depends on the target application, label strategy, cost target, and required consistency.
4) How should buyers evaluate lumbrokinase quality in a COA?
A strong lumbrokinase COA should show the activity unit and assay method, moisture, microbiological status, and contaminant controls such as heavy metals. For serious sourcing, buyers should also ask how potency is tested and whether the same method is used batch after batch.
5) Does drying and sterilization affect lumbrokinase enzyme quality?
Yes. Drying and sterilization can affect lumbrokinase enzyme quality because enzymes are sensitive proteins. Low-temperature drying is generally more favorable for preserving activity, while overly harsh sterilization can reduce functional potency if the process is not carefully validated.
Start Your Supply Chain With A Reliable Partner
Order small batch for testing today 。