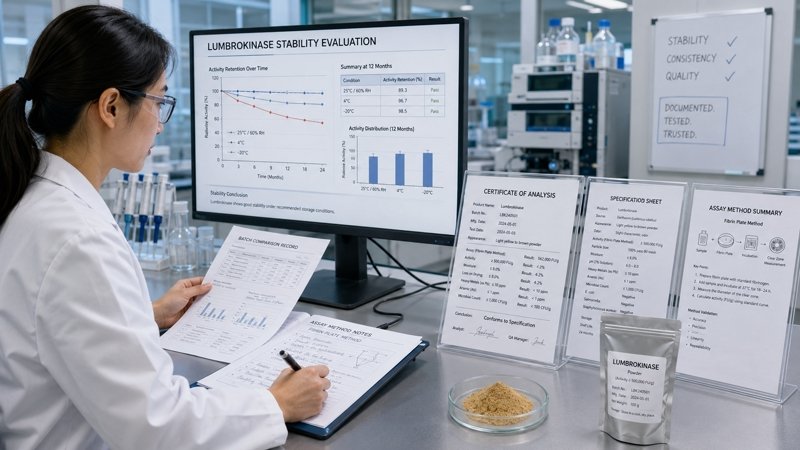
Lumbrokinase stability is an important quality consideration for supplement brands, nutraceutical companies, ingredient distributors, and formulation developers. Because lumbrokinase is an enzyme-sensitive ingredient, buyers need more than a general product description or a single activity number. They need to understand how activity is tested, how batches are compared, what the COA represents, how packaging and storage may influence quality risk, and whether the actual bulk batch meets the specification approved during sample evaluation.
For B2B buyers, the value of lumbrokinase R&D is therefore practical rather than promotional. R&D and quality support can help clarify assay methods, activity specifications, COA data, batch documentation, storage requirements, and sample-to-bulk specification consistency. These factors are especially relevant when approving a supplier or purchasing a 10–25 kg small bulk order for pilot formulation or an initial commercial batch.

Quick Answer: How Does R&D Support Lumbrokinase Stability?
R&D supports lumbrokinase stability and batch performance by improving activity testing logic, assay method consistency, COA and specification review, batch comparison, packaging guidance, storage handling, and sample-to-bulk specification consistency.
For B2B buyers, the value of R&D is not a medical performance claim. It is practical quality support for sample testing, supplier approval, technical communication, and 10–25 kg small bulk orders.
R&D cannot guarantee that every batch will show an identical numerical activity result. The practical goal is to support activity within the agreed specification and reduce avoidable quality risk through controlled processing, suitable packaging, documented testing, and clear buyer communication.
Why Lumbrokinase Stability Matters for B2B Buyers
Lumbrokinase is an earthworm-derived fibrinolytic enzyme ingredient considered for dietary supplements, nutraceutical products, enzyme formulations, and research-related applications. As an enzyme-sensitive material, its quality evaluation requires more context than the evaluation of a standard nutritional powder.
A buyer may receive an activity value expressed in IU/mg, FU/g, LKU, U, or another unit system. However, the number cannot be properly interpreted without understanding the assay method and testing conditions behind it.
The buyer must also consider whether:
- The COA belongs to the sample batch or the actual bulk batch.
- The activity result was generated using the stated assay method.
- The product meets the agreed activity grade.
- Moisture, appearance, packaging, and storage requirements are acceptable.
- The batch available at the time of purchase is the same as, or technically comparable with, the evaluated sample.
- The supplier can explain differences between internal and third-party laboratory results.
Buyers seeking more general information about the ingredient, available activity grades, packaging, and supply conditions may first review the Lumbrokinase product page.
R&D Support Areas for Lumbrokinase B2B Buyers
| R&D Support Area | What It Helps Control or Explain | Why Buyers Should Care |
|---|---|---|
| Activity stability | How production, testing, packaging, and storage support activity within specification | Helps reduce avoidable risk during sample approval and bulk purchasing |
| Assay method consistency | The method, activity basis, sample preparation, and testing logic | Activity results cannot be evaluated correctly without method context |
| Fibrin plate assay | How fibrin-related activity may be measured under a defined laboratory procedure | Helps buyers understand the basis of a supplier’s reported activity |
| Activity unit interpretation | Why IU/mg, FU/g, LKU, and U are method-dependent expressions | Prevents unsupported numerical conversion or misleading supplier comparison |
| COA review | Batch number, activity result, unit, moisture, appearance, and other tested parameters | Confirms what was actually tested for a specific batch |
| Specification sheet support | Target activity grade, appearance, moisture, packaging, storage, and other requirements | Defines the acceptance criteria before the order is approved |
| Batch comparison | Activity results, assay basis, COA data, appearance, moisture, and specification alignment | Helps determine whether each batch meets agreed requirements |
| Sample-to-bulk specification consistency | Comparison of the approved sample reference, agreed specification, and actual bulk batch documents | Important when the original sample batch is no longer available |
| Packaging guidance | Sealed packaging, moisture protection, and suitable pack size | Helps protect an enzyme-sensitive material during storage and handling |
| Storage guidance | Cool, dry storage and reduced exposure to heat, humidity, and sunlight | Helps buyers manage quality after delivery |
| Small bulk order quality control | Documentation and batch confirmation for 10–25 kg orders | Supports pilot production, first commercial batches, and distributor evaluation |
| Supplier technical communication | Clarification of activity, assay, COA, batch status, storage, and testing differences | Reduces misunderstandings before sample testing or PO placement |
How R&D Helps Buyers Review Activity Stability
Lumbrokinase activity stability should not be interpreted as an assurance that activity never changes. Enzyme ingredients can be influenced by production conditions, moisture exposure, storage environment, packaging integrity, and testing variation.
For B2B purchasing, activity stability usually means that the supplier has a practical system for supporting activity within an agreed specification.
Review the Activity Result With the Assay Method
An activity result should always be reviewed together with the assay method used to produce it. A reported value such as 10,000 IU/mg or 20,000 IU/mg has limited meaning when the buyer does not know the testing basis.
Where a fibrin plate assay is used, the result may depend on factors such as:
- Substrate preparation
- Sample concentration and dilution
- Incubation conditions
- Reference standard
- Lysis-area measurement
- Calculation method
- Laboratory operating procedure
R&D and quality teams can support buyers by explaining the method basis without requiring the buyer to become an assay specialist. A more detailed explanation of this testing principle is available in Fibrin Plate Assay for Lumbrokinase Activity.
Compare Batches Against the Agreed Specification
Batch comparison does not mean that every batch must produce exactly the same numerical result. Small differences can arise from raw material, processing, sampling, and laboratory testing.
The more practical questions are:
- Does each batch meet the agreed activity grade?
- Was the same assay basis used?
- Are moisture and appearance within specification?
- Does the COA correspond to the batch being offered?
- Are packaging and storage requirements consistent?
- Is the batch suitable for the buyer’s formulation and purchasing conditions?
Manufacturer-side processing controls are discussed separately in How Lumbrokinase Manufacturers Ensure Consistent Activity. From the buyer’s perspective, R&D support is most useful when it translates those controls into understandable specifications, documents, and batch-comparison information.
Review the COA and Specification Sheet Together
A specification sheet defines the target requirements for the product. A COA reports the actual test results for one identified batch.
For example, a specification may state a minimum activity grade, acceptable appearance, moisture limit, packaging format, storage requirements, and relevant quality parameters. The COA should then show whether a particular batch conforms to those requirements.
Buyers should avoid reviewing only the activity number. A higher number alone does not prove that the material is more suitable for a formulation. Suitability also depends on assay basis, target dosage, formulation conditions, labeling strategy, cost, documentation, and regulatory requirements.
For a more detailed document review process, buyers may refer to Lumbrokinase COA Review.
Request Clarification When Results Differ
Differences may appear between:
- Supplier internal testing and buyer testing
- Two third-party laboratories
- Different activity unit systems
- Different sample preparation methods
- Separate batches tested at different times
A difference does not automatically prove that one result is correct and the other is wrong. R&D support can help identify whether both laboratories used the same method, unit definition, substrate, reference material, incubation conditions, and calculation logic.
Repeat testing or technical clarification may be appropriate when the difference could affect supplier approval. No fixed conversion between FU/g and IU/mg should be assumed unless the methods and calculation basis have been technically demonstrated to be comparable.
Assay Method Consistency as Buyer-Facing R&D Support
Assay method consistency means using a sufficiently clear testing framework so results can be interpreted in the correct context.
Useful technical information may include:
- Activity unit stated on the COA
- Assay method name
- Fibrin plate assay reference, where applicable
- Sample preparation or dilution basis
- Testing conditions, where available
- Internal specification or reference standard
- Explanation of method limitations
- Guidance for comparing third-party results
R&D support does not require a supplier to disclose every confidential production detail. However, the supplier should be able to explain enough of the assay basis for the buyer to decide whether a reported result is relevant to the intended specification.
The buyer should be cautious when a supplier presents a high activity number but cannot explain the method, unit basis, or batch documentation supporting it.
R&D Support for COA and Specification Review
A useful lumbrokinase COA should be linked to an identifiable batch. Depending on the supplier’s quality system and agreed specification, it may include:
- Product name
- Batch number
- Manufacturing date
- Expiry date or retest information, where available
- Appearance
- Activity result
- Activity unit
- Assay method
- Moisture
- Relevant heavy metal limits
- Relevant microbiological parameters
- Storage statement
- Approval or authorized signature
R&D and quality support can help explain which values are specification limits, which values are actual results, and which items require additional testing.
Buyers should also confirm whether the COA belongs to:
- A general example batch
- The sample batch
- A currently available inventory batch
- The actual batch intended for the bulk order
This distinction is essential when there is a long interval between sample testing and PO placement.
The broader production-document relationship is addressed in Quality Control Systems in Lumbrokinase Production. In this article, the emphasis is on how technical teams help buyers apply those documents during supplier evaluation.
Batch Comparison Without Expecting Identical Numbers
A practical batch comparison may review:
- Activity result
- Activity unit
- Assay method
- Appearance
- Moisture
- Relevant quality parameters
- Batch records
- Packaging
- Manufacturing date
- Specification alignment
The aim is not to force every batch to show an identical activity result. The aim is to determine whether each batch satisfies the agreed specification and the buyer’s purchasing requirements.
For example, two batches may report different activity values while both comply with a minimum 20,000 IU/mg specification under the same assay basis. The buyer should evaluate whether the numerical difference is commercially or technically relevant rather than assuming that the higher result is automatically the better choice.
Packaging and Storage Guidance for an Enzyme-Sensitive Ingredient
Lumbrokinase should be handled as an enzyme-sensitive material. R&D or quality guidance may recommend:
- Sealed packaging
- Moisture-resistant inner packaging
- Cool and dry storage
- Protection from direct sunlight
- Avoiding prolonged heat exposure
- Avoiding prolonged high-humidity conditions
- Prompt inspection after delivery
- Resealing opened packages
- Suitable warehouse conditions
Prolonged or uncontrolled exposure to heat and humidity may increase quality risk and should be minimized through appropriate packaging, shipping planning, and storage conditions.
This does not mean that a short temperature fluctuation automatically destroys the material. The actual risk depends on the duration, temperature, humidity, packaging integrity, and subsequent storage conditions.
At receiving, buyers may check the outer carton, inner packaging seal, product appearance, batch label, COA, and storage status before releasing the material for formulation or warehouse use.
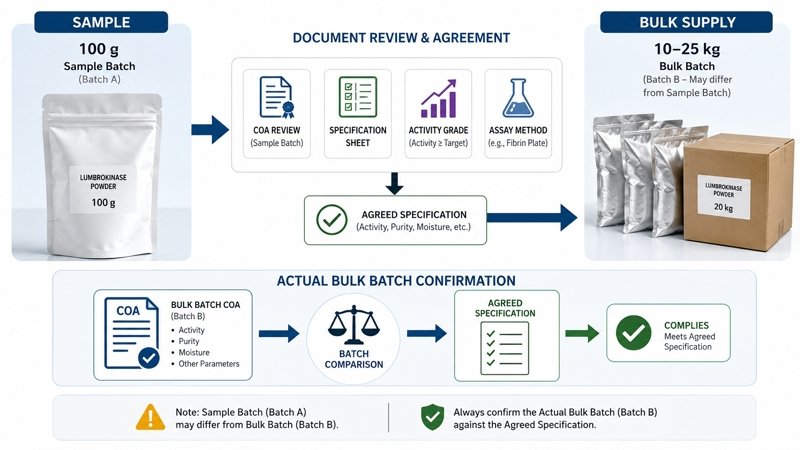
How R&D Supports Sample-to-Bulk Approval
Sample testing provides an initial evaluation reference, but it should not be treated as an unlimited guarantee for future batches.
1. Use the Sample as an Evaluation Reference
A 100 g sample may be used to evaluate:
- Appearance
- Handling characteristics
- Initial laboratory results
- Activity grade
- Assay compatibility
- Formulation suitability
- Documentation quality
The buyer should record the sample batch number and retain the corresponding COA.
2. Agree on the Specification Before the Bulk Order
Before placing a PO, the buyer and supplier should confirm:
- Target activity grade
- Activity unit
- Assay basis
- Required quality parameters
- Packaging format
- Order quantity
- Document requirements
- Destination
- Shipping method
This creates a defined reference for sample-to-bulk specification consistency.
3. Confirm Whether the Sample Batch Is Still Available
The original sample batch may not remain available indefinitely. This is particularly relevant when a buyer completes testing several weeks or months before placing the order.
The sample and bulk order do not always need to have the same batch number. The key issue is whether the actual bulk batch meets the approved specification and purchasing requirements.
4. Review the Actual Bulk Batch COA
When a newer batch will be supplied, the buyer should review the COA for the actual bulk batch and confirm:
- Correct batch number
- Agreed activity grade
- Same understood assay basis
- Acceptable moisture and appearance
- Relevant specification compliance
- Correct packaging
- Suitable manufacturing or expiry information
5. Confirm Packaging and Storage Before Dispatch
Before shipment, the buyer should confirm pack size, sealing method, storage instructions, transit method, and any destination-specific shipping considerations.
R&D and quality documentation support this process by connecting the approved sample reference, agreed specification, and actual bulk batch documentation. A broader purchasing workflow is covered in Lumbrokinase Sample to Bulk Order.
Small Bulk Order Quality Control for 10–25 kg Purchases
Small supplement brands, nutraceutical companies, and ingredient distributors may purchase 10–25 kg for:
- Pilot formulation
- First commercial production
- Distributor evaluation
- Controlled market launch
- Repeat small bulk supply
These orders are larger than a laboratory sample but smaller than a full-scale production purchase. They therefore require both technical evaluation and practical purchasing control.
Before approving a 10–25 kg small bulk order, the buyer should confirm:
| Buyer Check | Practical Question |
|---|---|
| Activity grade | Does the available batch meet the agreed minimum activity? |
| Assay basis | Is the testing method understood before comparing results? |
| COA | Is the COA issued for the actual available or shipping batch? |
| Specification sheet | Are the target requirements clearly defined? |
| Batch availability | Will the evaluated batch still be available when the PO is placed? |
| Sample-to-bulk consistency | Does the bulk batch meet the agreed specification, even if the batch number differs? |
| Packaging | Is the pack size suitable for receiving, storage, and formulation? |
| Storage | Can the buyer maintain cool, dry, sealed conditions? |
| Lead time | Is stock available, or is a new production batch required? |
| Shipping method | Is the transit plan suitable for the destination and order size? |
For small bulk purchasing, technical communication is often more valuable than selecting a supplier only by the lowest price. A supplier that can explain the assay basis, provide batch-specific documents, confirm inventory, and discuss storage requirements gives the buyer a stronger basis for approval.
R&D Questions Buyers Can Ask a Lumbrokinase Supplier
Before sample testing or bulk approval, buyers may ask:
- How do you evaluate lumbrokinase activity?
- What assay method is used for activity testing?
- Can you provide a COA and specification sheet for available batches?
- Which activity unit is reported, and what is its assay basis?
- How do you compare batches against the agreed specification?
- Can you explain possible differences between the supplier COA and third-party laboratory results?
- How do you support sample-to-bulk specification consistency?
- Can you confirm whether the original sample batch is still available?
- Can you provide the COA for the actual bulk batch before PO approval or shipment?
- What packaging and storage guidance do you provide?
- Can you confirm actual batch availability for a 10–25 kg order?
- What lead time and shipping methods are available for the destination?
Additional general purchasing and product questions are addressed on the FAQ page.
Common Buyer Mistakes and Misunderstandings
Treating R&D as Marketing Language Only
R&D should provide practical buyer value through assay explanation, specification clarification, batch comparison, documentation, and storage guidance. General claims about advanced technology are less useful when they are not connected to buyer-facing information.
Focusing Only on the Highest Activity Number
The highest activity grade is not always the most suitable or economical choice. Buyers should evaluate the formulation requirement, assay method, cost, dosage strategy, labeling, and local compliance needs.
Ignoring Assay Method Consistency
Values generated under different methods may not be directly comparable. Activity units require assay-method context.
Reviewing a COA Without Checking the Batch Number
A COA is batch-specific. Buyers should confirm whether it refers to the sample, an example batch, current inventory, or the actual bulk batch.
Assuming the Sample and Bulk Order Must Always Be the Same Batch
The original sample batch may no longer be available when the order is placed. A different batch may be acceptable when it meets the agreed specification and the buyer has reviewed the actual batch documentation.
Assuming the Sample Batch Will Remain Available Indefinitely
Inventory changes. Buyers with lengthy testing programs should ask about stock status and request updated batch information before placing the PO.
Not Reviewing the Actual Bulk Batch COA
Sample approval alone should not replace actual bulk batch review, especially when the batch number changes.
Ignoring Packaging and Storage Risk
Lumbrokinase is enzyme-sensitive. Packaging integrity, moisture protection, shipping planning, and warehouse conditions should be considered during supplier approval.
Choosing a Supplier Only by Price
Price comparison without activity basis, COA, specification, batch status, and technical support may create additional testing or reformulation risk later.
Allworms R&D and Supply Notes
Allworms Bio-Tech Co., Ltd. is part of the manufacturer-side earthworm-derived ingredient supply system and supports overseas market development and international sales. The manufacturing system is connected with earthworm raw material supply, production, and R&D support for earthworm-derived ingredients.
For available lumbrokinase batches, a COA and specification sheet can be provided. Qualified B2B buyers may request a 100 g sample before bulk order approval, while international sample freight is usually paid by the buyer.
The standard MOQ is usually around 1.5 kg, depending on specification, packaging, and destination. Small bulk orders of 10–25 kg may be discussed based on activity grade, available batch, quantity, packaging, and destination.
The standard lead time is usually 7–15 days after payment. DHL may be used for suitable international shipments, and DDP door-to-door shipping may be available for selected destinations.
Buyers are encouraged to confirm the assay basis, actual available batch, COA, specification sheet, packaging, storage requirements, and sample-to-bulk specification consistency before purchase.
This product is supplied as a B2B ingredient. Final formulation suitability, dosage, labeling, health claims, and regulatory compliance should be evaluated by the buyer according to the intended market and finished product use.
FAQ
1. How does R&D support lumbrokinase stability?
R&D supports lumbrokinase stability by helping define activity specifications, maintain clearer assay logic, review batch results, develop suitable packaging guidance, and communicate storage requirements. The goal is to support activity within the agreed specification and reduce avoidable quality risk, not to claim that activity can never change.
2. Can R&D guarantee identical activity in every lumbrokinase batch?
No. Natural raw materials, processing variation, sampling, and laboratory testing can produce numerical differences. The practical requirement is that each batch meets the agreed activity grade, assay basis, and relevant quality specifications.
3. Why should buyers review a lumbrokinase COA with the assay method?
The activity result and unit depend on the testing method. Without understanding the assay basis, buyers may incorrectly compare IU/mg, FU/g, LKU, U, or results generated by different laboratories. The COA should also be checked for the correct batch number.
4. What is sample-to-bulk specification consistency?
Sample-to-bulk specification consistency means confirming that the actual bulk batch meets the activity grade, assay basis, quality specification, packaging requirement, and purchasing conditions agreed during sample evaluation. The sample batch and bulk batch do not always need the same batch number.
5. How does R&D support quality control for a 10–25 kg lumbrokinase order?
R&D and quality teams can support a 10–25 kg order by clarifying the activity grade, assay method, COA, specification sheet, actual batch availability, packaging, storage, sample-to-bulk comparison, and technical questions raised during supplier approval.

Evaluating lumbrokinase stability for sample testing or a 10–25 kg order?
Share your target activity specification, sample testing plan, intended quantity, destination, and document requirements. Contact Allworms to request available batch information, COA, specification sheet, activity grade details, sample support, storage guidance, lead time, and shipping options.