When buyers talk about earthworm protein powder quality, they often start with the spec sheet. Protein content, moisture, mesh size, microbiology, heavy metals. Fair enough. Those are essential.
But here’s the thing: the real story usually starts earlier, inside the extraction process.
Two powders can look similar in a drum, show similar protein percentages on paper, and still behave very differently in formulation, digestion, odor control, stability, and end-use positioning. That gap usually comes back to extraction technology. Not marketing. Not fancy labels. Process.
And in this category, process really is product.
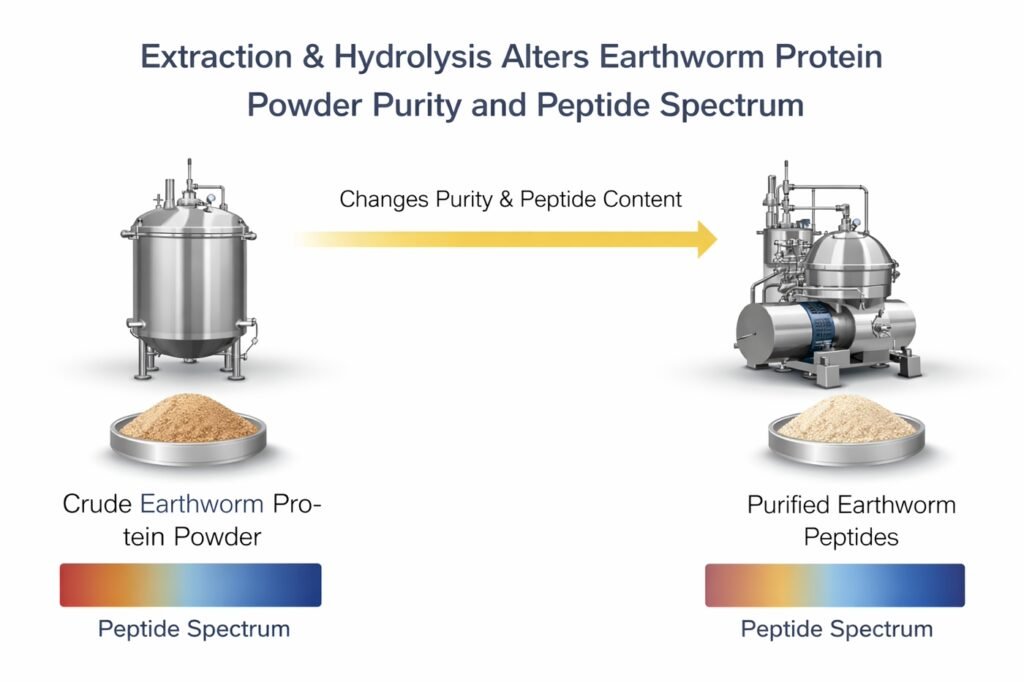
Research on earthworm protein shows that extraction conditions can sharply change purity, fat removal, peptide generation, and downstream bioactivity. In one study, an alkaline-soluble, acid-precipitation process produced earthworm protein with 96.03% protein and reduced fat to 0.98%, which is a major quality shift from the starting raw material. The same work also showed that further digestion generated soluble peptides with measurable antioxidant activity.
So, if you’re sourcing for dietary supplements, nutraceuticals, functional foods, pharmaceutical ingredients, or even advanced cosmetic concepts, extraction technology is not some back-room manufacturing detail. It is one of the main drivers of commercial quality.
It starts earlier than extraction, honestly
Before the actual extraction step, raw material handling already sets the tone.
Production-flow describes a sequence that includes selection, mechanical separation of worms from soil and impurities, second-stage cleaning, mechanical washing and hydrolysis, centrifugal filtration, low-temperature drying, milling, sterilization, and packaging.
That sounds basic, maybe even routine. But it matters a lot.
Why? Because earthworm-derived ingredients are unusually sensitive to upstream contamination, off-odor formation, and quality drift. If raw material cleaning is weak, later extraction has to work harder. If separation is sloppy, non-protein impurities can stay in the system longer. If drying is too aggressive, you may end up protecting shelf life while damaging the functional profile you wanted to preserve in the first place.
So yes, buyers should ask about extraction. But they should also ask what happens before extraction and what happens immediately after it.
That’s where quality gets won or lost.
Alkaline extraction can improve purity, but it needs control
One of the clearest examples from the research is the alkali-soluble, acid-precipitation route.
In the Food Chemistry paper, dried earthworm powder was mixed with water, adjusted to pH 11, ultrasonicated, extracted with stirring, centrifuged, then acidified to pH 4.5 to precipitate protein, followed by neutralization, dialysis, and freeze-drying. That method yielded earthworm protein with 96.03% protein purity while cutting fat content to 0.98%.
From a buyer’s point of view, that has obvious appeal.
Higher purity can mean:
- easier formulation standardization
- cleaner positioning for premium products
- lower interference from non-protein fractions
- better consistency across batches
But there’s a catch. Actually, more than one.
Alkaline extraction is effective, yet it has to be carefully managed. Overly harsh pH, long holding times, or poor neutralization control can affect protein structure. And when protein structure shifts too far, performance can shift too. Solubility may change. Digestibility may change. Sensory properties may change. Bioactive fraction availability may change.
So the question is not “Does the supplier use alkaline extraction?” The better question is “How tightly do they control pH, temperature, time, and downstream recovery?”
That’s a very different conversation. A better one too.
Enzymatic and digestion-linked processing changes the value proposition
Now we get to the interesting part.
Extraction technology does not only determine how much protein you recover. It also shapes what that protein can become.
The same research shows that once purified earthworm protein was subjected to simulated gastrointestinal digestion, the degree of hydrolysis reached 22.91% and soluble peptide content reached 79.19%, indicating substantial conversion into smaller peptide fractions.
Why should a buyer care?
Because smaller peptides often change the commercial story. They may support better dispersibility, different absorption behavior, milder formulation challenges in some systems, and more compelling functional-ingredient narratives. In the cited work, the digested fractions showed antioxidant activity, and specific peptides with strong activity were identified.
That means extraction technology is not just about making earthworm protein powder. It can also determine whether the material remains mainly a nutritional protein, becomes a peptide-rich functional ingredient, or serves as an upstream base for more targeted downstream fractionation.
And that choice matters a lot depending on your market.
A general protein fortification product? One process profile may work.
A premium cardiovascular-support concept? Another profile may be more suitable.
A functional food concept built around peptide activity? That’s another lane again.
Same biological source. Different process logic. Different commercial outcome.

Autolysis is a different route, with different strengths
Not every manufacturer relies on the same processing philosophy. Some use exogenous enzymes. Others study autolysis, where endogenous enzymes in the raw material help break down proteins.
One of the uploaded Food Bioscience studies used earthworm protein autolysates and reported a degree of hydrolysis of 22.38% with soluble peptide content of 77.92%. The authors described autolysis as a reliable technique for preparing peptides.
That’s not a small point.
Autolysis-based processing can create a different peptide profile than standard external-enzyme hydrolysis. And in peptide ingredients, profile matters. A lot. It influences not just lab activity, but taste, molecular weight distribution, digestion behavior, and how easy the ingredient is to work with in real manufacturing.
So when suppliers say “hydrolyzed” or “peptide grade,” buyers should not stop there. They should ask:
Was the hydrolysis driven by added enzymes, endogenous enzymes, or a combined approach?
That answer helps explain why one powder behaves one way and another behaves differently, even if both are called earthworm protein powder or earthworm peptide powder.
Separation and fractionation are where “standard grade” becomes “targeted grade”
This is where process sophistication shows up fast.
The research materials describe multiple downstream purification tools, including ultrafiltration, ion-exchange chromatography, gel filtration chromatography, HP-SEC molecular weight analysis, and HPLC-MS/MS identification.
Now, most bulk shipments are not going to be sold as lab-purified chromatography fractions. Of course not. That would be unrealistic for everyday wholesale trade.
Still, these methods tell buyers something important: advanced separation technology can shift an ingredient from broad, mixed protein biomass toward more refined, better-characterized fractions.
That matters because quality is not only about “high protein.” It is also about:
- molecular weight distribution
- bioactive peptide enrichment
- removal of unwanted residues
- reproducibility of functional performance
- whether the ingredient fits a basic, premium, or specialty positioning
Honestly, this is where many sourcing conversations are too shallow. People ask for COA, price, and MOQ. They do not ask whether the supplier has the technical ability to fractionate and characterize the material in a meaningful way.
But for higher-value applications, that capability often separates commodity supply from strategic supply.
Drying technology quietly affects everything
Drying is easy to overlook because it comes late in the process. But it can undo a lot of good work if done badly.
Low-temperature drying as part of the earthworm protein powder process. That’s a sensible signal. Low-temperature drying is often preferred when the goal is to preserve sensitive protein characteristics, reduce harsh thermal damage, and help maintain a cleaner sensory and functional profile.
In the research paper, freeze-drying was used after protein recovery and desalting. In a commercial setting, freeze-drying may not always be the most economical route for large volumes, but the principle still matters: gentler drying usually supports better retention of quality attributes.
This can influence:
- color uniformity
- odor intensity
- dispersibility
- heat-sensitive activity retention
- flow behavior and final powder texture
That last one gets less attention than it should. Buyers care about actives, yes, but they also care whether the powder actually runs well in production. Bad drying can create clumping, poor flow, or inconsistent density. Then suddenly your “high-quality” raw material becomes a headache on the factory floor.
Extraction technology also affects how you position the ingredient
A supplier may sell “earthworm protein powder,” but the processing route decides what kind of story that product can credibly support.
For example:
A cleaner, high-purity extracted protein may fit better in premium nutrition or specialized formulation language.
A peptide-rich hydrolysate may fit better in functional food, active nutrition, or condition-specific product concepts.
A more basic dried powder may suit cost-sensitive uses, but it may not support the same claims, sensory expectations, or premium branding.
And that matters because B2B buyers are not only purchasing material. They are purchasing formulation flexibility, regulatory comfort, quality consistency, and marketing room.
Put simply, extraction technology shapes the product spec, but it also shapes the product narrative.
That’s commercial reality.
What buyers should ask suppliers before buying
This is where procurement teams can save themselves trouble.
Don’t just ask for protein percentage. Ask how the powder got there.
A solid supplier discussion should cover raw material cleaning, extraction pH and temperature control, whether hydrolysis or autolysis is used, how low-molecular-weight fractions are managed, what drying method is applied, and how the powder is standardized batch to batch. The research shows that changes in these steps can alter purity, fat reduction, hydrolysis degree, soluble peptide yield, and measurable bioactivity.
A few practical questions help a lot:
What extraction route do you use for this grade?
Is the product mainly intact protein, hydrolyzed protein, or peptide-rich fraction?
How do you control pH, temperature, and process time?
What drying method do you use, and why?
Do you monitor molecular weight distribution or soluble peptide content?
How do you manage odor, microbiological risk, and batch consistency?
Those questions are not fussy. They are professional.
And frankly, experienced manufacturers usually welcome them.
So, what’s the real takeaway?
Extraction technology impacts earthworm protein powder quality at nearly every level: purity, lipid removal, peptide generation, molecular profile, stability, processing behavior, and end-use value.
The research gives a pretty clear picture. Controlled alkaline extraction with acid precipitation can produce high-purity protein. Enzymatic digestion and autolysis can convert that protein into smaller, soluble, potentially bioactive peptides. Separation technologies can refine those fractions further. Gentle drying helps preserve what the earlier steps worked hard to build.
So when buyers compare suppliers, they shouldn’t just compare prices per kilogram.
They should compare process intelligence.
Because with earthworm protein powder, the process is not a side note. It is the quality engine.
FAQs
1. Why does extraction technology matter when sourcing earthworm protein powder in bulk?
Because the extraction route directly affects protein purity, fat removal, peptide generation, odor, and batch consistency. For B2B buyers sourcing earthworm protein powder in bulk, those factors influence formulation performance and final product positioning.
2. Does alkaline extraction improve earthworm protein powder quality?
It can, when controlled properly. One uploaded study showed an alkaline-soluble, acid-precipitation process producing 96.03% protein and reducing fat to 0.98%, which points to a much cleaner earthworm protein ingredient.
3. What is the difference between earthworm protein powder and earthworm peptide powder?
Earthworm protein powder is usually the broader protein ingredient, while earthworm peptide powder comes from further hydrolysis or autolysis that breaks proteins into smaller peptides. That difference can affect absorption, functionality, and product positioning.
4. How does drying technology affect earthworm protein powder quality?
Low-temperature or gentler drying can help preserve functional characteristics, improve powder handling, and reduce process damage. Harsh drying may increase sensory issues and reduce the value of sensitive protein or peptide fractions.
5. What should manufacturers ask an earthworm protein powder supplier about processing?
Ask about raw material cleaning, extraction method, pH control, hydrolysis route, molecular weight monitoring, drying conditions, sterilization, and batch standardization. Those details tell you much more than a simple protein percentage on a sales sheet.

Upgrade Your Nutrition Formulation Now
Contact us for bulk earthworm protein supply
One comment on “How Extraction Technology Impacts Earthworm Protein Powder Quality”
Comments are closed.