Lumbrokinase quality control involves more than checking one enzyme activity number on a quotation or specification sheet. For B2B buyers, the more important question is whether the supplier can explain and document how raw earthworm materials, processing stages, batch identification, activity testing, packaging, storage, and finished-batch release are controlled.
A practical supplier review should connect the production process with the documents issued for the material being purchased. This includes understanding the raw material source, reviewing the batch number and corresponding COA, checking the assay method behind the activity result, confirming packaging and storage requirements, and identifying the actual batch available for shipment.
A structured review helps supplement brands, nutraceutical companies, distributors, formulation developers, and research-related buyers reduce misunderstandings before sample testing, supplier approval, or bulk purchasing.
Quick Answer: What Does Lumbrokinase Quality Control Include?
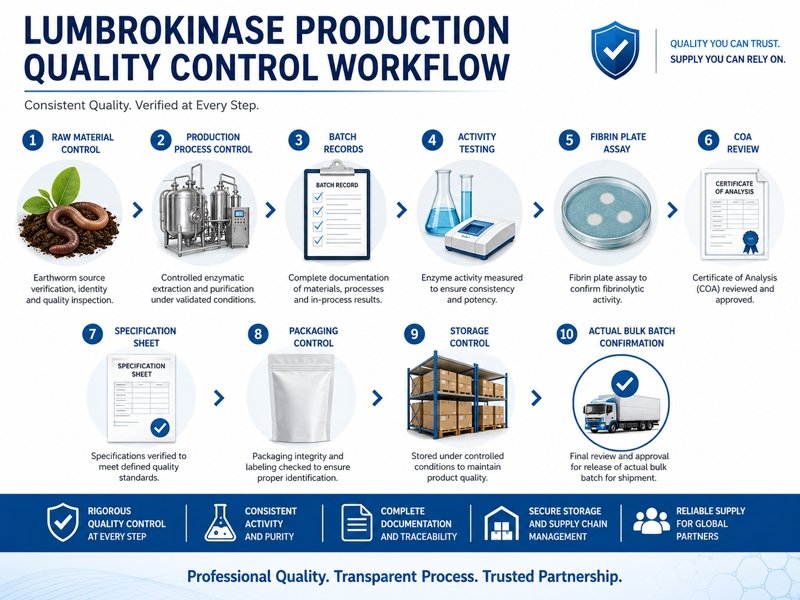
Lumbrokinase quality control should be reviewed through raw material control, production process management, batch records, activity testing, fibrin plate assay documentation, COA, specification sheet, sample retention practices, packaging, storage, and supplier communication.
B2B buyers should evaluate how these controls work together rather than selecting a supplier based only on one activity number. Before bulk approval, buyers should also confirm the actual available batch and review its corresponding COA against the agreed specification.
Why Lumbrokinase Quality Control Matters for B2B Buyers
Lumbrokinase is an earthworm-derived fibrinolytic enzyme ingredient used in dietary supplement, nutraceutical, enzyme formulation, and research-related applications. Because it is an enzyme-sensitive powder, its sourcing evaluation requires both analytical review and production-document review.
A high activity figure does not by itself explain:
- where the raw material originated;
- how the production batch was identified;
- which assay method was used;
- whether the result belongs to the sample batch or the actual bulk batch;
- how the powder was packaged and stored;
- whether the supplier can respond to laboratory or documentation questions.
For a broader review of identity, moisture, heavy metals, microbiology, and other evaluation items, buyers may also refer to Lumbrokinase Quality Standards: What B2B Buyers Should Evaluate. The present article focuses specifically on the production quality control system and the documentation connecting the raw material to the finished batch.
1. Raw Material Control
Raw material management is the starting point of lumbrokinase production quality control.
Lumbrokinase is derived from earthworm material, so buyers may reasonably ask how the supplier manages the relationship between earthworm cultivation, collection, preparation, and downstream processing. Relevant questions may include:
- What earthworm source is used?
- How are earthworms selected before processing?
- How are raw materials cleaned and prepared?
- Is raw material traceability supported?
- Is the raw material supply connected with the production system?
- How are incoming or prepared raw material batches identified?
Stable raw material control does not automatically guarantee identical analytical results in every finished batch. However, a controlled source and repeatable preparation system can help reduce unnecessary variation and support batch-to-batch specification consistency.
Buyers do not normally need proprietary cultivation formulas or confidential production parameters. They do need enough information to understand whether the supplier has an organized raw material system rather than relying on unidentified or inconsistent material sources.
2. Production Process Control
B2B buyers may also review whether the supplier can clearly describe the main controlled stages of the lumbrokinase manufacturing process.
Depending on the supplier and product specification, process-control areas may include:
- Raw material sorting and handling
- Cleaning and preparation
- Extraction or controlled processing
- Filtration or purification-related steps where applicable
- Drying and powder preparation
- Pulverizing or sieving where applicable
- Packaging preparation
- Batch identification and warehousing
The buyer does not need every process parameter. Temperatures, processing times, equipment settings, and proprietary process details may remain confidential.
The more useful sourcing question is whether the manufacturer can explain:
- which stages are controlled;
- how batches are separated or identified;
- when testing takes place;
- how finished powder is released;
- how documentation is connected to the supplied batch.
Controlled production steps help create a clearer link between raw material intake, finished powder preparation, testing, packaging, and shipment.
3. Batch Records and Batch Identification
Batch records provide the connection between manufacturing activity and the documents reviewed by the buyer.
Depending on the supplier’s documentation system, relevant batch information may include:
- product name;
- batch number;
- production or preparation date;
- testing date;
- batch COA;
- packaging record;
- storage or warehouse information;
- release or compliance conclusion.
The batch number is particularly important because it helps identify which production lot was tested and which lot is being offered for sale.
Sample-to-Bulk Specification Consistency
A buyer may test a sample and place a purchase order several weeks or months later. During that period, the original sample batch may be sold, allocated, or no longer available.
This does not automatically mean that the supplier has failed to maintain sample-to-bulk specification consistency. It means the buyer should identify and review the actual batch available for the bulk order.
The correct review process is:
- confirm the batch number of the tested sample;
- ask whether that batch remains available;
- identify the actual available bulk batch;
- request the COA for that bulk batch;
- compare the bulk batch results with the agreed specification;
- clarify meaningful differences before payment or shipment.
The key requirement is not always that the sample and bulk order have the same batch number. The key requirement is that the actual bulk batch meets the approved specification and purchasing requirements.
For a more detailed supplier-approval workflow, see Lumbrokinase Sample to Bulk Order.

4. Activity Testing and Fibrin Plate Assay
Enzyme activity is one of the central analytical items in lumbrokinase quality control.
Activity results may appear in expressions such as:
- IU/mg;
- FU/g;
- LKU;
- U.
These unit expressions should not be interpreted separately from the assay method. Different laboratories may use different substrates, reference materials, incubation conditions, calculation systems, or result-reporting conventions.
Role of the Fibrin Plate Assay
The fibrin plate assay is one method used to evaluate fibrin-related enzymatic activity. In a controlled test, the sample is applied to a prepared fibrin-containing plate, and the resulting lysis area is measured and calculated against a reference or standard curve.
For production quality control, buyers should review:
- the reported activity result;
- the activity unit;
- the stated assay method;
- the laboratory or testing source where available;
- relevant test conditions or method explanation where available;
- whether the result belongs to the actual offered batch.
A COA value such as 20,000 IU/mg should not be compared directly with another supplier’s FU/g result unless the underlying methods and reporting basis have been reviewed.
Additional method-level information is available in Fibrin Plate Assay for Lumbrokinase Activity.
5. COA Support
A Certificate of Analysis reports test results for a specific batch. It is one of the most important documents connecting production quality control with purchasing approval.
Depending on the product and agreed testing scope, a lumbrokinase COA may show:
- product name;
- batch number;
- source or origin information;
- production date;
- expiry date;
- appearance;
- enzyme activity;
- assay method;
- moisture;
- relevant quality parameters;
- heavy metals where tested;
- microbiological items where tested;
- compliance or conclusion statement.
The exact items and limits may differ by product grade, supplier, destination, and customer requirement. Buyers should not assume that every COA contains the same testing panel.
Most importantly, the COA should correspond to the batch being supplied. A general example COA may be useful during initial communication, but actual bulk approval should be based on the available batch documentation.
6. Specification Sheet Support
A specification sheet defines the target requirements for the product rather than reporting the test result of one particular batch.
It may include:
- product description;
- source;
- expected activity grade or range;
- appearance;
- standard testing items;
- packaging format;
- storage conditions;
- shelf life where available.
The relationship between these documents can be summarized clearly:
A specification sheet defines target requirements, while a COA reports actual test results for a specific batch.
During purchasing review, the buyer should compare the actual batch COA with the agreed specification sheet. A general specification does not replace batch-specific testing.
For a more detailed document comparison, buyers may review Lumbrokinase COA vs Specification Sheet.
7. Sample Retention and Reference Samples
Sample retention can support internal traceability and later quality discussions.
A retained sample may help a supplier:
- review the appearance of a previous batch;
- compare a questioned shipment with a batch reference;
- support an internal investigation;
- connect a customer question with batch records;
- retain a reference after testing or release.
Retention periods, sample quantities, and storage conditions differ between suppliers. Buyers should not assume that retained samples are always available indefinitely.
A useful supplier question is:
“Do you maintain retained samples or reference samples for finished lumbrokinase batches, and how long are they normally kept?”
The retained sample should be connected with its batch number and documentation. It does not replace the buyer’s own incoming inspection or third-party testing.
8. Packaging Control
Packaging is part of finished-product quality control because lumbrokinase powder requires protection from moisture, contamination, and unsuitable handling.
Buyers may review:
- whether the inner packaging is properly sealed;
- whether the packaging provides moisture protection;
- whether the product name is clearly identified;
- whether a batch number appears on the label where applicable;
- whether the declared net weight is clear;
- whether outer cartons provide suitable shipment protection;
- whether the packaging format matches the purchase order;
- whether packaging is confirmed before dispatch.
For small bulk orders, separate sealed bags may make receiving, storage, dispensing, and production planning easier. The packaging format should be confirmed before shipment, particularly when the buyer has specific warehouse or formulation requirements.
9. Storage Control
Lumbrokinase is an enzyme-sensitive material. Suitable warehouse and shipment controls help minimize avoidable quality risk.
Common handling principles include:
- storing the powder in a cool and dry place;
- keeping packages tightly sealed;
- protecting the material from moisture;
- avoiding direct sunlight;
- minimizing prolonged exposure to heat;
- avoiding high-humidity storage;
- maintaining clear warehouse batch identification.
Prolonged or uncontrolled exposure to heat and humidity may increase quality risk and should be minimized through suitable packaging, shipping planning, and storage conditions.
However, a brief temperature fluctuation does not automatically prove that the product has been destroyed. Evaluation should consider exposure duration, packaging integrity, shipment conditions, appearance, storage history, and testing results where necessary.
After delivery, the buyer should inspect:
- outer carton condition;
- inner packaging seals;
- label and batch number;
- visible moisture or damage;
- quantity received;
- consistency with shipping documents.
10. Supplier Documentation and Communication
Quality control also depends on whether the supplier can provide clear information and respond to technical questions.
Before supplier approval, buyers may request:
- COA;
- specification sheet;
- batch identification;
- assay method explanation where available;
- packaging information;
- storage guidance;
- lead time confirmation;
- sample support;
- actual available batch confirmation;
- shipping options.
Supplier communication becomes especially important when:
- the buyer’s laboratory uses a different activity unit;
- the sample result differs from expectations;
- the PO is placed long after sample testing;
- the original sample batch is unavailable;
- packaging requirements change;
- document descriptions differ between supplier and buyer systems.
A reliable supplier should be able to identify the relevant batch, explain the available documentation, and distinguish confirmed facts from information that requires further testing.
Lumbrokinase Production Quality Control Checklist
| Quality Control Area | What Buyers Should Review | Why It Matters for Sourcing |
|---|---|---|
| Raw material control | Earthworm source, selection, cleaning, preparation, and traceability support | Helps buyers understand upstream control and raw material consistency |
| Production process control | Main controlled processing stages and batch separation practices | Shows whether manufacturing follows an organized process |
| Batch records | Production, testing, packaging, and release information where available | Connects manufacturing activity with finished-product documents |
| Batch number | Batch number on COA, label, and shipment documents | Identifies the material tested and supplied |
| Activity testing | Result, unit, test source, and batch relationship | Confirms the activity result for the offered material |
| Fibrin plate assay | Method statement and relevant test context | Helps prevent incorrect comparison between different assay systems |
| COA | Actual batch results, batch number, appearance, activity, moisture, and listed quality items | Supports approval of the specific batch being purchased |
| Specification sheet | Target activity grade, appearance, testing items, packaging, storage, and shelf life | Defines agreed product requirements |
| Sample retention | Whether retained or reference samples are maintained | May support traceability and later quality discussions |
| Packaging | Seal, moisture protection, label, batch identification, and outer carton | Protects finished powder and supports receiving control |
| Storage | Cool, dry, sealed, protected storage and warehouse handling | Helps minimize enzyme-quality risks |
| Supplier communication | Response to assay, batch, documentation, packaging, and testing questions | Reduces misunderstanding during supplier approval |
| Actual bulk batch confirmation | Available batch number and corresponding COA | Ensures approval is based on the batch that will actually ship |
What Documents Support Lumbrokinase Quality Control?
A complete document package depends on the supplier, product grade, order stage, and buyer requirements. Common supporting documents include:
Specification Sheet
Defines the target requirements for the lumbrokinase grade being offered.
Batch COA
Reports the test results for a specific production batch.
Product Label or Batch Label
Supports product identification, quantity review, and batch traceability.
Packaging Information
Explains the inner packaging, net weight, outer carton arrangement, and available bulk formats.
Storage Guidance
Provides handling instructions for the buyer’s warehouse, laboratory, and production team.
Assay Method Explanation
Helps buyers understand the method behind the activity value, especially when different unit systems are being compared.
Sample Testing Support
May include sample COA, specification confirmation, available technical information, and responses to laboratory questions.
Actual Bulk Batch Confirmation
Identifies the batch intended for shipment and connects it with the corresponding COA.
The Lumbrokinase product page provides general product, activity, packaging, and supply information, while the site FAQ page addresses common B2B sourcing and document questions.

How Buyers Should Review Batch Records Before Bulk Order Approval
Before approving a lumbrokinase bulk purchase, the buyer can use the following review sequence.
Step 1: Confirm the Sample Batch
Record the sample batch number, sample COA, activity result, assay method, and sample evaluation date.
Step 2: Check Whether the Sample Batch Is Still Available
Do not assume that the original sample batch remains in stock indefinitely.
Step 3: Identify the Actual Available Bulk Batch
Ask the supplier which batch will be allocated if the purchase order is placed.
Step 4: Request the Corresponding Bulk Batch COA
The document should identify the actual batch under consideration.
Step 5: Compare the Batch With the Agreed Specification
Review the activity grade, appearance, moisture, and other agreed testing items.
Step 6: Review the Activity Method Context
Confirm whether the same assay method and unit basis used during supplier evaluation apply to the bulk batch documentation.
Step 7: Confirm Packaging and Storage Requirements
Verify inner package size, sealing, labeling, outer carton, storage guidance, and shipment plan.
Step 8: Clarify Meaningful Differences
Any difference relevant to the approved specification, laboratory method, packaging, or purchasing requirement should be discussed before payment or shipment.
The objective is not necessarily to obtain the same batch number as the sample. The objective is to verify that the actual bulk batch meets the approved specification and order requirements.
Common Buyer Mistakes in Lumbrokinase Production Quality Control
Choosing a Supplier Based Only on Activity Number
A high numerical value is incomplete without the unit, method, batch number, and supporting document.
Ignoring Raw Material Control
Unclear raw material sourcing can make upstream traceability and long-term supply evaluation more difficult.
Ignoring Batch Records
Without batch identification, buyers may not know whether the tested document belongs to the material being supplied.
Reviewing Only a General Specification
A specification describes targets. The actual batch COA reports the result of the batch offered for shipment.
Assuming the Sample Batch Will Remain Available
The original batch may no longer be available when the PO is placed later.
Assuming Sample and Bulk Must Have the Same Batch Number
Different batch numbers may be acceptable when the actual bulk batch meets the agreed specification and purchasing requirements.
Failing to Confirm the Actual Bulk Batch
Approval based only on an earlier sample may leave the buyer without current batch information.
Ignoring the Assay Method
IU/mg, FU/g, LKU, and U values cannot always be compared directly across different methods.
Overlooking Sample Retention Questions
Reference sample practices may be useful when investigating later quality or documentation questions.
Ignoring Packaging and Storage
Poor sealing, moisture exposure, heat, or unsuitable warehouse handling may increase quality risk.
Selecting Only by Price
Price should be reviewed together with production controls, assay support, documentation, packaging, lead time, and supplier responsiveness.
Allworms Supply Notes
Allworms is part of the manufacturer-side earthworm-derived ingredient supply system and supports overseas market development and international sales. The manufacturing system is connected with earthworm raw material supply and production.
For available lumbrokinase batches, a COA and specification sheet can be provided. A 100 g sample may be available for qualified B2B buyers before bulk approval, with international sample freight usually paid by the buyer.
The standard MOQ is usually around 1.5 kg, depending on specification, packaging, and destination. Small bulk orders such as 10–25 kg may be discussed. Standard lead time is usually 7–15 days after payment.
DHL may be used for suitable international shipments, and DDP door-to-door shipping may be available for selected destinations. Buyers should confirm the actual available batch, corresponding COA, packaging arrangement, lead time, and shipping conditions before final order approval.
This product is supplied as a B2B ingredient. Final formulation suitability, dosage, labeling, health claims, and regulatory compliance should be evaluated by the buyer according to the intended market and finished product use.
FAQ
1. What quality control steps matter in lumbrokinase production?
Important areas include raw material control, controlled processing, batch identification, activity testing, COA review, specification management, sample retention practices, packaging, storage, and actual bulk batch confirmation. Buyers should review the system as a whole rather than relying on a single test result.
2. Why should buyers review the actual batch COA?
The actual batch COA reports the test results for the material being offered or shipped. An example COA or sample-batch COA may not represent a later bulk batch, particularly when there is a long gap between sample testing and purchase order placement.
3. What is the role of the fibrin plate assay in quality control?
The fibrin plate assay may be used to measure fibrin-related enzyme activity. It provides useful production QC data, but the result must be interpreted with its activity unit, test conditions, reference basis, and calculation method.
4. Does the bulk batch need the same batch number as the sample?
Not always. The original sample batch may no longer be available. In that case, buyers should request the COA for the actual available bulk batch and confirm that it meets the agreed specification and purchasing requirements.
5. What documents should buyers request before bulk approval?
Buyers may request the specification sheet, actual batch COA, batch identification, assay method explanation where available, packaging information, storage guidance, sample support, lead time confirmation, and actual bulk batch information.

Evaluating lumbrokinase quality control for a sample, trial order, or bulk purchase?
Share your target activity specification, intended order quantity, sample testing plan, destination, and document requirements. Request the available batch COA, specification sheet, assay information, sample support, packaging details, lead time, and shipping options before approval.
2 comments on “Quality Control Systems in Lumbrokinase Production: What B2B Buyers Should Review”
Comments are closed.